Станок для резки бутылок своими руками - Делаем сами самодельные станки своими руками

Самодельные станки и приспособления для домашней мастерской
Лазерная резка детских товаров вообще является одной из наиболее популярных тем в нише. Различные игрушки, конструкторы, фигурки животных и различные развивающие конструкции. Об одной из таких тем мы и поговорим сегодня в нашей статье. Ведь как ни странно, но что бы вы ни резали, у всего найдётся парочка нюансов и с десяток подводных камней, зная о которых вы сможете избежать глупых ошибок и занять новую часть рынка быстрее и стабильней.














Само изготовление шлакоблоков своими руками предполагает использование специальных приспособлений и станков, которые вполне могут быть самодельными. Так, стандартные шлакоблоки имеют размеры х мм, а внутри их обязательно выделаны три одинаковых отверстия. Такие блоки обладают отличной тепло- и звукоизоляцией, достаточно крепки и долговечны.



![Стол для резки стекла. [Архив] - Форум стекольщиков — glass-furniture](https://i.pinimg.com/736x/ae/b7/9d/aeb79dbb923a7cf8e555e6ee0c0b09af.jpg "Техника Тиффани")







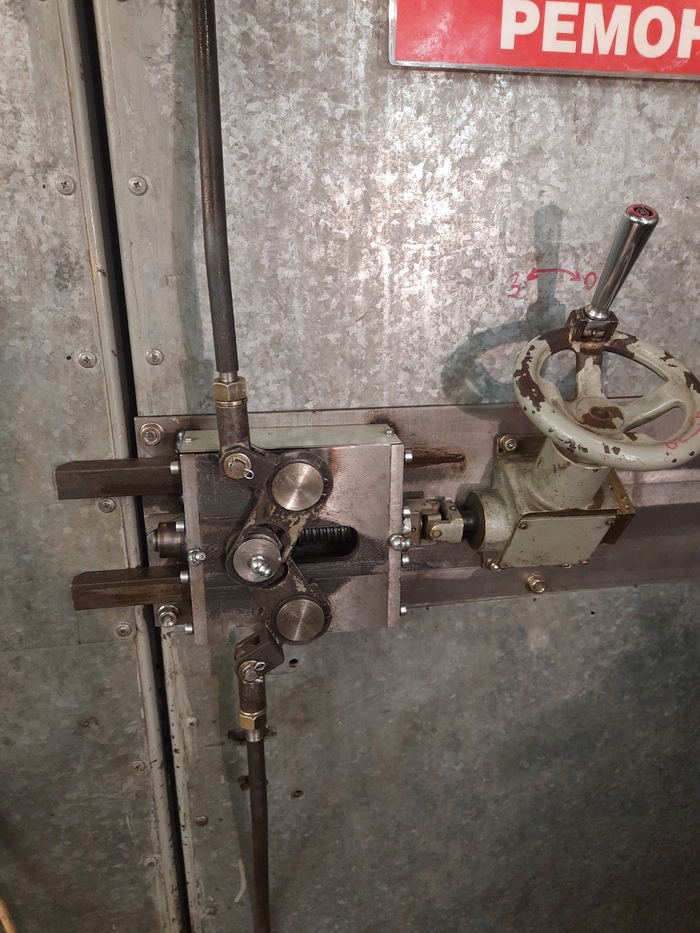

Свободный полив — самый простой из способов подачи СОЖ в зону резания, но не гарантирует ее попадание на контактную поверхность инструмента и заготовки, а образующаяся в зоне обработки «паровая подушка» существенно снижает эффективность смазки, охлаждения, дробления и эвакуации стружки Рис. Подача СОЖ под давлением обеспечивает интенсивный отвод тепла по всей линии реза и улучшает смазывающее, проникающее, стружкодробящее, моющее действие эмульсии Рис. Чаще всего металлорежущие станки оснащаются системой внешней подачи смазочно-охлаждающей жидкости Рис. Краном 7 регулируется сила напора, шарнирные соединения трубопроводов 10 и сопло 8 обеспечивают точный подвод СОЖ к инструменту. При превышении допустимого давления в системе срабатывает перепускной клапан 6, в результате чего излишки жидкости по трубопроводу 9 сливаются в резервуар 1. Внутренний подвод смазочно-охлаждающей жидкости к зоне резания производится через переходные оправки для инструмента или шпиндель станка.